Gibts hier im Forum zufällig jmd der Zugang zu einer Rundschleifmaschine hat oder einer Drehmaschine mit Aufsatz für nen Dremel hat und mir gegen Aufwandsentschädigung einen HSS Gewindeschneider abschleifen kann?
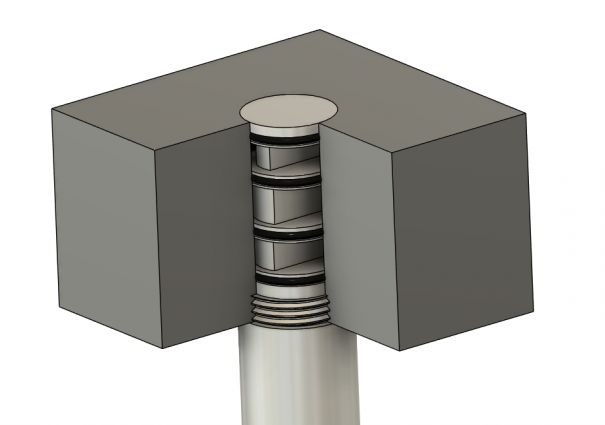
Es geht darum den Anschnitt des Gewindeschneiders (M10x0,75) zylindrisch abzuschleifen sodass dieser sich in einer geriebenen Bohrung 9H7 (möglich das es auch 8,9 oder 8,8H7 wird) halbwegs selbst zentriert. Siehe angehängtes Bild. Grundsätzlich muss es nur funktionieren, wär aber auch ganz cool wenns ne f7 oder g7 Passung werden würde, also satt drin sitzt. Abzuschleifen ist nicht viel, Kernloch vom M10x0,75 wären 9,25, somit müssten nur die Spitzen plus 3 oder 4 zehntel weg.
Schonmal vorweg, ich brauch das ganze für nen privates Projekt, wenn also die "Aufwandsentschädigung" so teuer ist, wie wenn ichs bei der Dreherei um die Ecke in Auftrag geb, dann bietet es bitte nicht an.

Schick ran der Gerät solange du keinen Zeitdruck hast

Hi.
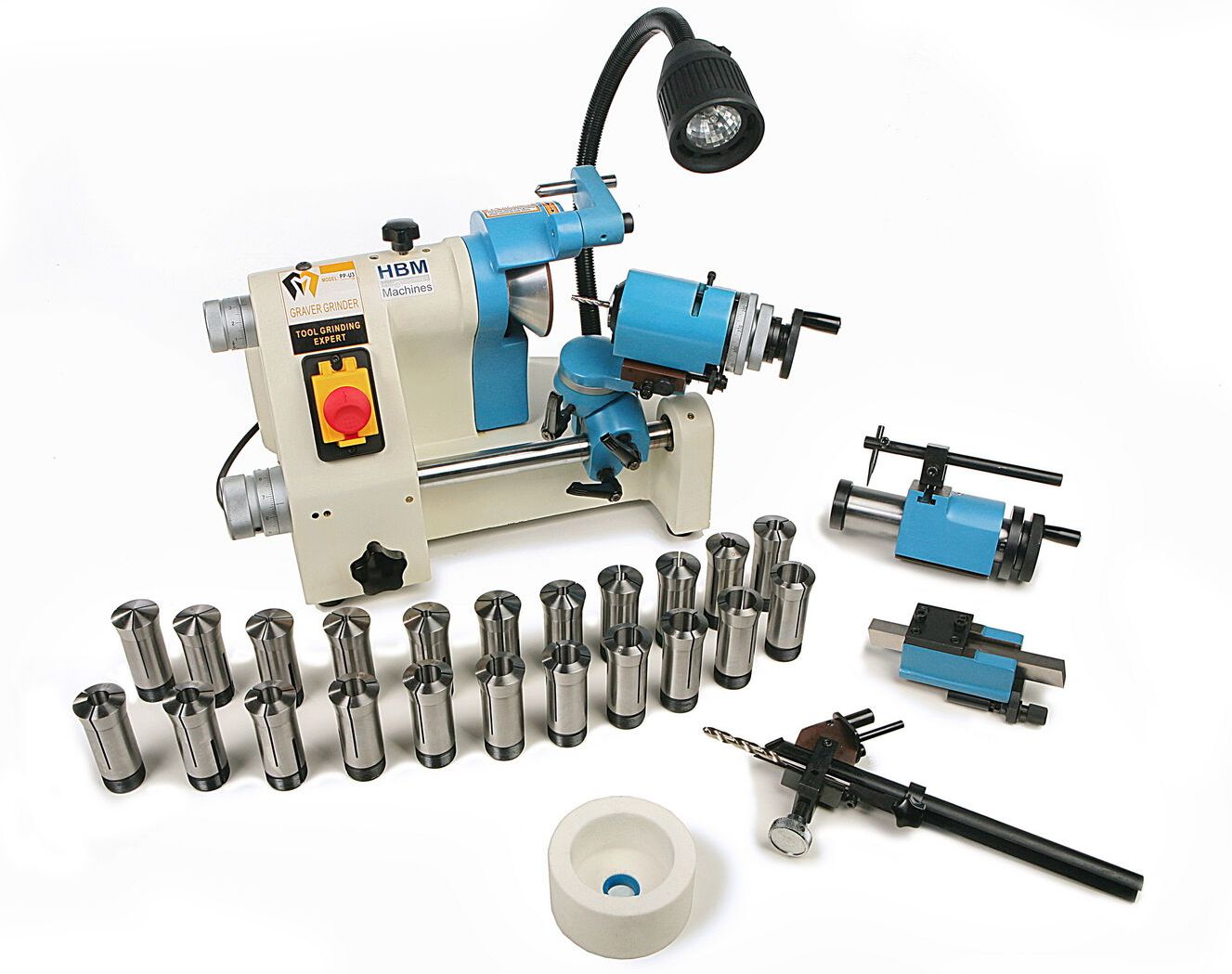
Könnte es auf einem Stichelschleifer mit Diamantscheibe schleifen. Ist wie eine handgetriebene Rundschleifmaschine. Rundlauf kann man auch per Uhr überprüfen.
Ansonsten gibt es auch vorschneider zum per hand schneiden
https://beusekom-shop.de/h-gewindeb-d2181-hss-m10-0x0-75-stz-forum
Ist ein teureres Model gibt's sicherlich mit suchen auch billiger
Okay jetzt will ich sehen wie du mitm stichl ne H Passung hinbekommst xD ...
Das gewindeschneidset ist nicht das was er sucht sonst hätte er nicht nach Führung/Zentrierung mittels Passung gefragt.
Was mich aber eher verwundert:
Wenn du bohrst und reibst machst du das doch in einer aufspannung, in der selben aufspannung kannst du doch das Gewinde gleich mitschneiden, oder geht es um bestehende löcher?
So ein Gerät wie im Bild
Kann im 0.01 Bereich benutzt werden
Das Vorschneid Set nur als Alternative falls er das nicht kennt.
Zähne wegschleifen geht. Ist aber nicht unbedingt eine gute Idee, weil die vorderen Zähne meist einen anderen Schliff haben

Achso... es geht um M10x0,75, sorry^^
Kenn die Dinger, haben wir ja auch. Nutzen wir zum Bohrer schärfen.
Schon klar daß es zum Gewindeschneiden nicht optimal ist, das denke ich weiß er. Aber du hast scheinbar nicht begriffen wieso er das so machen/haben will ^^
Das kannte ich noch nicht. Nur noch die richtige Steigung
Dann musst do wohl noch lernen es für andere feine Arbeiten zu nutzen
Ja... hatte beim Betrachten des Bildes schon wieder ausgeblendet dass es um 0,75er Steigung geht.
Für M10x0,75 finde ich leider nichts. Für Normalgewinde gibt es übrigens auch Gewindebohrer mit Fürhungszapfen...
Warum muss es denn unbedingt M10x0,75 sein bzw was ist der Hintergrund dass der Gewindebohrer durch eine Passung geführt werden muss? Zentiert wird er durch den Anschnitt doch so oder so, und wenn du dir einen kleinen Haarwinkel besorgst kannst du auch sicherstellen dass das Gewinde gerade wird.
Wieso sollte ich es für was feineres nutzen wenn wir (cnc)(Schleif)maschinen haben ^^
Wie gesagt eigentlich ist es sinnvoller alles in einer aufspannung zu machen, sofern die Löcher noch nicht vorhanden sind
Geht beides halt, ging mehr um das "das will ich sehen" :-)
Rundschleifmaschine ginge auch aber kann die nicht selbst bedienen
Könnte die auch auf der 5achs ausrichten und das gewinde fräsen
Wäre halt wie mit einer Kanone auf den Spatz schießen :-p
Eine Spannung ist klar im vorteil
"spät gemerkt das smileys den ganzen Text löschen"
Schonmal vielen Dank für die ganzen Infos, das es Gewindeschneider mit Führungszapfen gibt, wusste ich bisher auch noch nicht. Aber auch die müssten entsprechend geschliffen werden.
Zum Hintergrund: Das Teil (siehe Bild) wird 3D gedruckt, dort soll ein Ventil wie es bei Polarstar F2 Engines verwendet wird, eingebaut werden. Gedruckt wird das ganze auf einem Resin/Harz/SL/SLA Drucker. Der Drucker ist nicht 100% genau weil das Harz immer ein wenig schrumpft beim Nachhärten und das nur zu einem gewissen Grad kompensiert werden kann. Da die O-Ringe vom Ventil selbst jetzt nicht so die größten sind, können die auch nicht viel an Maßabweichung ab, deshalb wird die Bohrung gerieben. Weil das Gewinde nun aber nur 3 Gänge hat, und ich dahinter im Bauteil keinen Platz für einen Gewindeauslauf habe, gestaltet sich das Nachschneiden nach dem Druck etwas schwierig. Deshalb die Idee die Reibung als Führung zu nutzen, den Gewindeschneider modifizieren und damit dann sozusagen direkt die volle Tiefe des Gewindes nachschneiden.
Das das kritisch wird weil ich den Gewindeanfang dann genau treffen muss, ist mir klar. Da hab ich aber eine Idee wie ich das mit einer kleinen Aussparung um den Anfang hinbekomme das der Gewindeschneider dort auch greift.
Am besten macht man das auf ner CNC Fräse, Bohrt, reibt und fräst das Gewinde in einer Spannung. Hab ich aber wie gesagt nicht. Da die Position der Bohrung im Bauteil selbst, keine Toleranzen erfüllen muss, reicht es in meinen Augen wenn ich das von Hand reibe. Solange die Passung vom Gewindeschneider exakt genug ist, reicht die Führung hoffentlich um das Gewinde relativ zur Bohrung zentrisch nachzuschneiden.
Für andere Ideen das Nachzubearbeiten bin ich natürlich auch offen, ansonst setz ich mich schonmal mit euch, die mir Hilfe angeboten haben, in Verbindung.
Kannst du das Gewinde vordrucken? Dann wirkt der angeschliffene Gewindeschneider nur als Nachschneider. So würde ich da kein Problem sehen, wenn die ersten Steigung des Gewindeschneiders weg sind.
(Weiss nicht wie das Resin Plastik sich verhält beim schneiden.)
Nur so als Idee falls dir die Gewinde am Ende ausbrechen. Falls da Platz dafür da ist. Eine Metal Hülse aussen Ø11 - 12 mit dem M10 Gewinde, die kannst du in eine gedruckte Schleif Lehre schieben und an den wichtigen Stellen mit dem Dremel öffnen.
Ganz ehrlich wenn du den Versand bezahlst schleif ich dir das für lau. Dauert nur 10min.
Ja das Gewinde wird auch vorgedruckt, es geht nur ums Nachschneiden.
Es ist auch möglich das ich eine Alu Hülse auf der Drehmaschine mache und die ins Bauteil einklebe. Das ist halt im Moment noch alles Testen und Herrausfinden was mit Resin geht und was nicht.
Das Resin lässt sich erstaunlich gut zerspanen. Hab schon ein Testteil auf der konventionellen Fräse mal abgefräst, gebohrt und gerieben. Das geht super und liefert eine schöne Oberfläche. Auch polieren geht super, wenn du die passende Politur hast.
@Eddometal Ich schreib dir mal ne PN.
Du brauchst also einen kurzen Sacklochbohrer? :D
Dafür haben wir die Gewindebohrer teilweise einfach abge"flext" ohne Führung.
Rest siehe pn